产品中心
AB胶自动灌胶机
产品型号:
双组份自动灌胶机
关键词:
AB胶点胶机
AB点胶机
AB灌胶机
产品特点
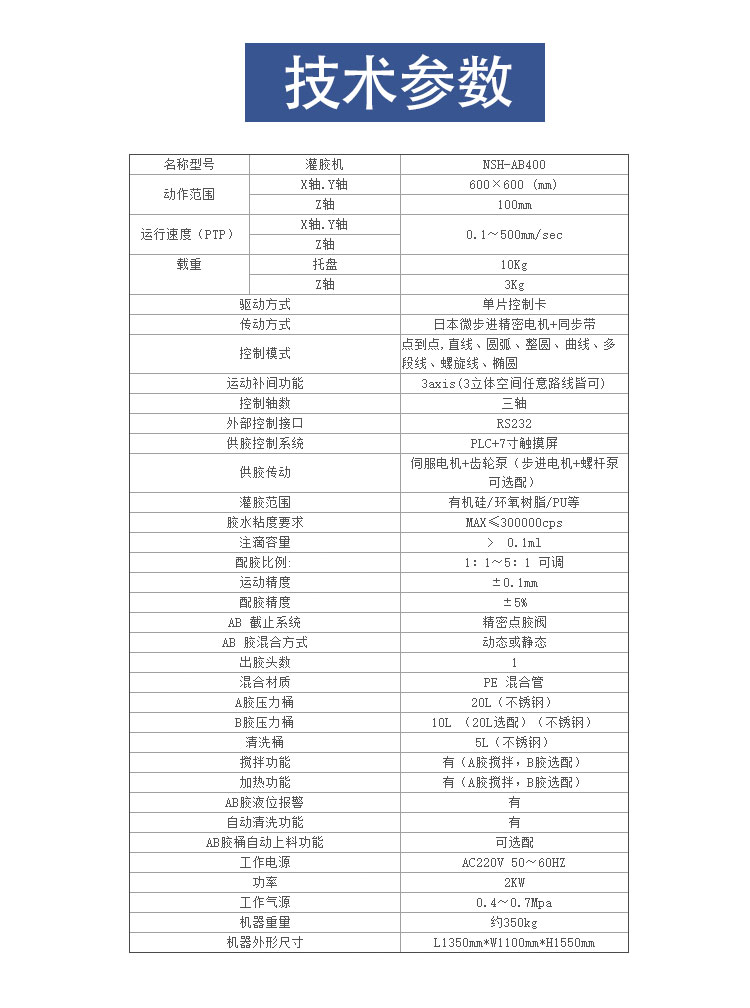
技术参数
双组份ab自动灌胶机优点;
1、具有点、线、面、弧、圆、不规则曲线连续补间及三轴联动等功能、适用能力强;
2、可存储大量加工数据,无需重新编程,且软体具有区域阵列,平移、旋转、运算等功能;
3、胶量大小粗细、涂胶速度、点胶时间、停胶时间皆可参数设定、出胶量稳定,不漏滴胶;
4、可选配CCD视觉编程系统,实现快速编程;
5、配胶、灌胶和轨迹灌封三种功能一体化实现,全自动操作;
6、按需配比,实现边混合边灌胶,更加节约胶水;
7、双料桶设计,A胶和B胶分开储料,保证胶水长时间放置不发生固化;
8、混合比例从1.00:1到10.00:1可调,采用静或动态混合,混合均匀、充分;
9、特定的控制系统,不受气压因数影响,无拉丝气泡等现象;
10、多种灌胶模式可以选择自由切换,可单独定量灌A胶灌B胶或者定量灌AB胶,也可以手动灌A胶灌B胶或者灌AB胶,有特殊要求的可以采用多段定量灌胶模式多可执行五段定量灌胶(每段出胶量及出胶速度可以分别设置);
11、配有自动上料吸料功能,以节省人工上料时间,提升工作效率;
12、储料桶配有液位感应开关,缺料满料自动报警,缺料自动停机保护;
13、配有胶水搅拌、可选配加热并预留真空脱泡功能,多种灌注工艺可选;
14、配有产量计数、单件计时及运行监控报警功能;
15、AB泵脉冲系数设置向导功能方便适应不同种类不同厂家的胶水;
16、预留卡泵检测、流量监控功能;
17、智能化自动清洗功能,多种模式自动清洗方式以适应不同环境;
18、防固化程序防止设备暂停灌胶而胶水硬化堵塞管道和阀体。